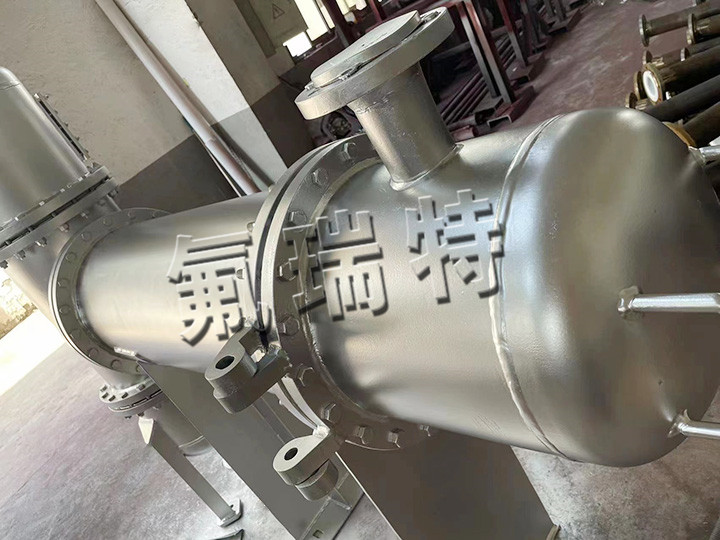
鋼襯四氟
鋼襯四氟攪拌罐采取正確的焊接工藝既安全方便,且操作靈活,可采取以下兩種方法:
1�、熱對擠焊
圓筒的縱向焊縫的對焊,可采用熱對擠焊�����。其原理與的熱對擠焊相同�����,焊接強(qiáng)度可達(dá)卯以上�����。熱對擠焊不接觸熱空氣�,避免了高溫氧化,比熱風(fēng)焊有利�。但該方法不適用于形狀復(fù)雜、大圓筒的環(huán)焊縫及現(xiàn)場襯四氟攪拌修補等�。
2、熱風(fēng)焊
鋼襯四氟攪拌焊接多采用手工熱風(fēng)焊�����。影響焊接質(zhì)量的主要因素是溫度,溫度過高�����,聚丙烯熔化后粘度小�,易產(chǎn)生流滴而形成空洞,同時還將使材料分解�����,有損焊接強(qiáng)度�。鋼襯四氟攪拌剛焊完的設(shè)備在焊縫和焊縫附近常因膨脹、收縮產(chǎn)生較大的內(nèi)應(yīng)力���,過一段時間后�,由于應(yīng)力松弛�����,這部分應(yīng)力會減少�����。
采取正確的方法焊接鋼襯四氟攪拌�����,可以減少焊接應(yīng)力以及變形的發(fā)生���。